Aluminium Wheel Rim Heat Treatment Furnace
Highly efficient processes
There are two different manufacturing lines for aluminium wheel rim heat treatment:
Continuous line for solubilizing, quenching and curing wheel rims
At GHI, we have developed a continuous heat treatment line for mass-production of aluminium wheel rims. It processes them in a highly efficient manner, since they longer need to be placed in containers for transport along the production line.

The line configuration is typically a vertical U-shaped layout, which rationalises use of available floor space. On the upper level is the solubilization furnace which receives load via an elevator mechanism, processes it and then delivers it at the other end to a second elevator mechanism which takes it down to the quenching tank. The same elevator then delivers the wheel rims to a drying system before they enter the curing furnace. Lastly, wheel rim temperature is lowered in a cooling chamber to improve ergonomics and safety during subsequent handling, and then rims are delivered to the process that comes after heat treatment.
All the furnaces, tank, and drying and cooling chambers are multiple roller hearth type arranged on several levels, one on top of another. This permits each sub-batch to contain wheel rims of different widths and heights, which makes the installation shorter.
Wheel rims are processed in sub-batches in semi-continuous mode. However, reception and delivery of rims is done one by one to ensure the complete traceability required by the stringent regulations applicable to this type of automotive component. For this purpose, there is a sophisticated transport and holding system for configuring sub-batches. This process takes rim size into account, organizing them in such a way as to optimise furnace occupation and achieve maximum output, independently of rim size and the order in which they arrive at the heat treatment unit.
The two furnaces in this installation have powerful, sophisticated systems for circulating the atmosphere, which ensure the rapid heating, uniformity and precision required by certification for this type of heat treatment.
For its part, the elevator mechanism which takes rims down to the quenching tank is specifically designed to adapt to the type of load and arrangement on the multiple roller hearth, and has systems for transferring loads from the upper furnace and submerging them in the quenching tank as quickly as possible, at the same time as rims must be organised for accurate delivery to the lower part of the unit. The quenching tank has all the liquid agitation, heating, cooling and homogenisation gear necessary to ensure repeated quenching operations every few minutes.
Another essential part of this unit is the peripheral transport system, which has to organise each batch in the short time available between reception of each sub-batch. It also detects anomalies, and recognises the reference and identification of each rim for traceability purposes. All of this allows for completely automatic operation, receiving rims in continuous mode via a roller conveyor and delivering them in the same manner.
Value proposition
Very high annual production levels.
Complies with temperature precision certification regulations.
Part-by-part traceability.
Minimises staffing costs, since it is a fully automated system.
Certifications

![]()
Main features
| Capacity | Up to 2 million wheel rims/year. Tm |
| Wheel rim dimensions | From 13 to 20" diameter, and 7” width |
| Heating | Gas or electric |
Auxiliary equipment

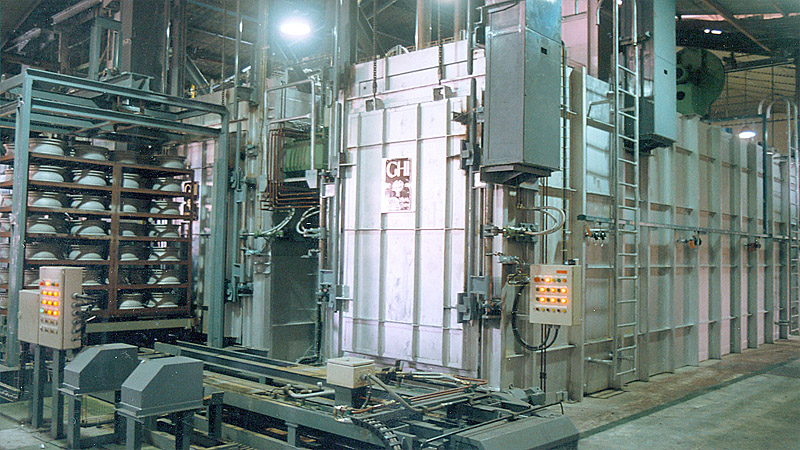
Semi-continuous line for solubilizing, quenching and curing wheel rims
At GHI, we have developed a semi-continuous heat treatment line for aluminium wheel rim production, whereby they are processed via conventional heat treatment in load containers.
The line is typically configured in two layouts: straight-line, where containers always travel in the same direction and are received at one end of the heat treatment unit and delivered at the other, or a U-shaped layout when there is less length available in the plant. In the latter case, it is at the mid-point of the process, where the quenching tank is located, that the travel direction of containers reverses.
The installation comprises a solubilization furnace which receives containers of wheel rims loaded onto a table, moved by a system of pushers until delivery to the elevator which takes them down to the quenching tank. The same elevator then delivers components to a second transport system where containers are drained prior to entering the curing furnace. Lastly, the containers of rims are delivered to an exit table, from which they are removed by forklift truck or crane.
All the furnaces, tank and transport system are roller hearth type, propelled by a retractable trigger mechanism. The installation works in semi-continuous mode, batch by batch. Depending on production requirements, each batch may be in a single container or two containers which move forwards in parallel. Each batch contains rims of different widths, height and lengths..
The two furnaces in this installation have powerful, sophisticated systems for circulating the atmosphere, which ensure the rapid heating, uniformity and precision required by certification for this type of heat treatment.
For its part, the elevator mechanism which takes rims down to the quenching tank is specifically designed to adapt to the type of load being handled and has systems for transferring loads from the upper furnace and submerging them in the quenching tank as quickly as possible. The quenching tank has all the liquid agitation, heating, cooling and homogenisation gear necessary to ensure repeatable results.
Value proposition
Complies with temperature precision certification regulations.
Low ratio of investment in equipment to annual production rates.
Modular design of furnaces which enables production to be increased by adding more zones.
Certifications
![]()
Main features
| Capacity | Up to 2 million wheel rims / year. Tm |
| Wheel rim dimensions | Up to 20" diameter and up to 7" width |
| Heating | Gas or electric |